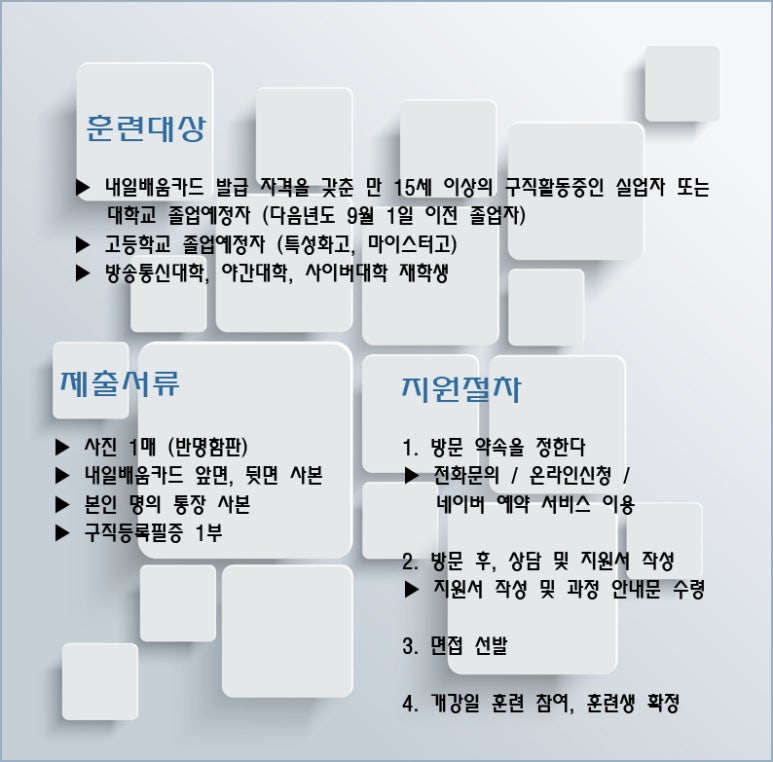
◆사출금형설계 및 CAM활용 머시닝센터(UG, 3D프린터, 3D스캐너)◆
안녕하세요 여러분^^
기계설계의 명가
글로벌산업기술교육원입니다~

오늘은 사출성형품에 대해
알아보도록 하겠습니다^^
금형의 열고 닫힘에 의한 방출 가능한
구조여야하므로 될 수 있는 한 인더컷이
작은 적이 좋은데요! 금형 가공이 용이한
형상이 바람직하다고 합니다.
금형의 양쪽에 의해 형상이 나누어 지는
파팅 라인을 가지고 있는데요.
균일하지 않은 냉각 속도는 잔류 응력을
발생시키므로 전체적으로 균일한
두께를 가지도록 하는 것이 좋습니다.
금형으로 쉽게 빠져 나오기 위해 적절한 빼기
구배를 가지고 있어야하며 금형이 열릴 때
성형품이 가동측 형판에 붙어있도록
설계해야 합니다.
금형이 열리고 닫힘에 따라 성형품의 형상이
반으로 나누어지고 경계에 파팅 라인이
발생하는데요. 눈에 잘 보이지 않는 위치에
두도록 하는 것이 좋습니다.

끝다듬질이 쉬운 위치로 하며 게이트 위치를
고려하여 설정합니다. 가능한 성형품이
가동측 형판에 붙어 있을 수 있도록
설계해야합니다~
원칙적으로 균일해야하고 두꺼워 질수록
여러가지 문제를 만들어내는데요.
불균일한 두께는 냉각 시간의 차이를
만들어 변형의 원인이 됩니다.
두꺼운 살두께는 냉각 시간을 길게 합니다.
맞닿는 부분의 살두께가 크게 다른 경우엔
싱크 마크가 발생하기도 하고
크랙이 발생하기도 합니다.
구조상 문제가 없으면 균일한 살두께로
변경하여 설계해야하며 한쪽으로
치우친 구조보다는 균형을 맞춘
구조로 설계하는 것이 좋습니다.
성형품을 방출할 때 쉽게 하기 위해
파팅 라인에 수직한 면에 빼기 구배를
주는데요. 일반족으로 1~3도 정도를 주며
최소한도는 0.25~0.5도 정도입니다.
내외측 빼기 구배는 내측이 외측보다 1도 정도
크게 하는데 이는 재료가 내측으로 수축하기
때문입니다. 성형품에 무늬가 있거나
무광택 처리를 할 경우 1도 이상의
빼기 구배를 줍니다. 이는 표면의 무늬가
방출을 방해하기 때문이며 빼기 구배가
너무 작은 경우에는 표면 손상을 가져옵니다.
저희 훈련 과정은 3D 전용 프로그램인
UG-NX를 사용하는데요^^
금형설계분야는 큰 기복 없이
꾸준히 인재를 필요로 하는 분야이기 때문에
취업 전망이 좋은 편입니다^^
내일배움카드로 수강료 전액 지원
받으세요^^ 아직 발급 전이시라구요?
▼▼내일배움카드 발급 방법▼▼
http://blog.naver.com/cadceus/221024323479

더 궁금한게 있으신 분들은
1600-2923으로 전화주세요^^